Most traditional manufacturing techniques are subtractive technologies. You start with a block of material and carve parts away until you get the part you want. 3D printing is an additive technology. You start with nothing and then add material on top of itself to create the desired model.
It makes sense therefore, that a model designed for subtractive manufacturing may not be the best one to use for additive manufacturing. Here we will take you through some of the considerations when designing a part for 3D printing.
Wall Thickness
All 3D printers have a minimum wall thickness, some larger than others, the reason being is that it can be difficult to build on top of something if it’s too flimsy. Wall thickness can refer to:
Supported wall: Attached to the rest of the model by two or more sides.Unsupported wall: Attached to the model by fewer than two sides.Vertical wire: A feature whose length is more than twice its width
Minimum wall thicknesses are specified by printer, but as a rough rule of thumb, you should try and keep your parts to at least 1mm wall thickness. With wires, the length to width ratio should be kept as small as possible for the most reliable printing.
Overhangs and Supports
Many models have areas that overhang or jut out from the main body of the part. Unfortunately printers cannot print onto nothing, so support material is used to give these hanging features something to print on.
However, removing support takes time and can leave a rough surface finish. If support is placed inside a model, it may even be that it is impossible to remove, although the use of soluble support does help with this.
With a little design change, the need for support material can be reduced or avoided entirely, saving both material and labour.
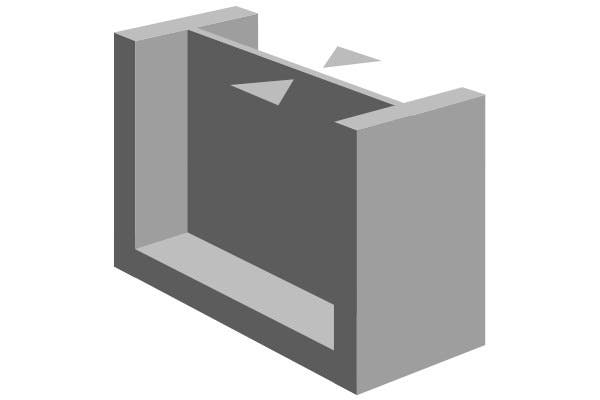
Many printers can process printing small overhangs, so if you can make your design go up to a corner gradually rather than all at once, you will reduce the amount of support required, as shown in the picture below.
Most extrusion printers can print 90° overhangs for a length of 1-2mm without trouble, and any angle up to 45° should not need to be supported. It may be possible for some printers and materials to handle higher angles than this, but this would be different for each combination and would have to be discerned through experimentation.
Orientation
Designing with a printing orientation in mind can help you avoid support on critical surfaces and allow you to take full advantages of the capabilities of 3D printing. You can even design the support material into your model, so that it prints exactly where you want it.
Consider the printed skull above. The orientation here means that the head is tilted back in such a way that the teeth can be printed with no support. If the skull was angled further forwards, the teeth would protrude at close to 90° and would therefore need supporting. With features such as these teeth, support removal could very easily damage the part.
Most printers also have a finer resolution in the Z-axis than they do in X and Y. If you have areas of your design that have critical detail or dimensions, it is maybe worth considering setting these to build in the Z axis rather than on the XY plane.
Fillets and Chamfers
If you have thin parts on your model, you may find them brittle and easy to snap. They could even snap during printing. To combat this you can add fillets to these areas to strengthen their join at the base. This has the added bonus of reducing stress during printing and making the print more reliable.
Whereas a fillet is a curve connecting two straight sections, a chamfer is a straight line connection. Chamfers are recommended with cuboid or similar sections. Again the removal of right angles aids with printability and decreases stress during printing and post-processing. If you have square pegs that are attaching into a hole on another part, using chamfers on these pegs can also make them much easier to align and fit.
Splitting Models to Streamline Printing
Some models may be too big to print at all once on your printer. These parts can still be printed – you would just have to split them into smaller pieces and attach them together later on. In other cases it may be that splitting your model into two parts could reduce material usage, printing time and post processing time.
Consider the following design for an impeller:
The axle through the middle makes this part extremely difficult to print and it would require lots of support, no matter the orientation. If the axle and the impeller were printed separately, both files could be printed with no support as shown in the picture below.
Dependent on the size of the printer, these could even be printed at the same time, meaning you get the same part, in the same time (or faster) with less post processing required afterwards.
This idea can also be carried forward to modular parts. Imagine a rubber stamp, consisting of the stamp design itself and a handhold. Printed as one part, the handhold must be printed each time a new stamp is required, but if the stamp and the handhold were separated, then the handhold could be reused for each new stamp design, saving on time and material costs.
Tolerances
It’s no good if you have printed the different components of your model only to find that they do not fit together when you try and assemble them. There are two main terms used with regards to fitting parts together:
Press Fit – Parts are held together by friction and are not intended to come apart
Sliding Fit – Parts are expected to move over one another.
Exact tolerances are printer and material specific but if you cannot find these, a good starting point is:
Press Fit – 0.2mm tolerance
Sliding Fit – 0.4mm tolerance
Gears or other complex fittings may require higher tolerances to compensate for printer inaccuracies.
If you are printing circular holes with FFF technology, then there are a couple of other points you need to take into account, as described in the next section.
Holes
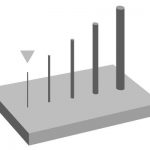
When creating a hole with 3D printing you actually end up with a slightly smaller polygon, which can cause problems with tight tolerances
Holes printed with FFF technology are often undersized due to how they are processed by the printer.
Circles are approximated by polygons with vertices touching the circle, as shown in the picture.
The straight lines that connect each vertex lie inside the circle, and thus the hole is printed smaller than its designed size.
With small holes (less than 10mm diameter) the effect is approximately 2-4% of the hole for most printers. We recommend that you oversize the diameter of the hole by a starting value of 0.2mm and then work out your tolerances on top of that.
Remember – you can always make a hole bigger with a drill or sandpaper, but you can’t make it smaller!
Pegs
Just because you can print everything, doesn’t always mean you should. If you are using pegs for alignment and assembly of your parts, it may be worth considering dowels rather than printing the attachment points directly.
Joins of parts often undergo higher stresses than other areas. If you print the pegs in situ, your pegs may snap, rendering the part useless. You could increase the strength of the whole part in order to compensate for this, but then you are using extra material and time that is not necessary. Using dowels gives the strength where it is needed whilst not requiring excess additions to the rest of the part.
Detail
Engraved and embossed detail are both used heavily in 3D printing. Engraved detail appears cut into the surface, whereas embossed detail stands proud of the surface, the kind of detail that shows on the paper when rubbed with a crayon.
Embossed detailEngraved detail
It is important to have a printing technology in mind when adding detail to your parts. SLA allows for finer detail than FFF, but the orientation requirements are different.
For SLA, the minimum embossed detail requirements are around 0.1mm but for FFF it is around 0.5mm. Engraved detail is around 0.4mm and 0.5mm respectively.
There are all levels of CAD programs for you to design in from free of charge, user-friendly software such as TinkerCAD, through to professional packages such as Fusion 360 and others.
Whatever software you choose to design with, hopefully these tips will help you make the most of your 3D printer.